Použití odměřovacího systému SCNC-100
Úvod
SCNC-100 slouží k odměřování polohy v souřadnicovém systému. Jako řídicí a zobrazovací část je použit terminál Term 10A., pro načítání polohy z odměřovacích čidel je použita deska IOFLEX01. Na přání zákazníka může být sestava rozšířena o další moduly. Pro samotné odměřování mohou být použita lineární nebo rotační odměřovací čidla běžných typů, námi používaná jsou například čidla dodávaná firmou Limat nebo I&TS Kolín.. Přesnost určování polohy je dána použitými čidly, přičemž systém v případě potřeby umožňuje změřit periodickou chybu čidla a na základě tohoto měření stanovit opravnou křivku, diky které je posléze možné zvětšit přesnost.
SCNC-100 je určen pro frézovací, soustružnické a vrtací, případně jednoúčelové stroje. Je vhodný i jako rozšíření staršího obráběcího stroje, nebo jako náhrada staršího odměřovacího systému po generální opravě stroje. Systém umožňuje odměřování až ve čtyřech osách, indikovaná poloha je v závislosti na zvoleném režimu zobrazována absolutně vzhledem k volitelnému počátku, nebo přírůstkové vzhledem ke vztažnému bodu. Při režimu "najíždění do polohy" je použita grafická nápověda, zobrazující vzdálenost a směr od cílové pozice.
Systém je vybaven řadou funkcí, zjednodušujících a usnadňujících obsluhu. Zadáním rozměrů nástroje je možné generovat souřadnice s korekcemi podle zadaných hodnot. Opakovaně používané hodnoty mohou být uloženy do tabulky vztažných bodů, resp. tabulky nástrojů. Systém umožňuje získat souřadnice obrobku pomocí sondy nebo naškrábnutí nástrojem. Řídicí systém je navržen tak, aby mohl být používán jak pro jednoduché úkony, vyžadujících pouze základní znalosti obsluhy, tak pro složitější a efektivnější práci, využívající předem připravené vrtací cykly nebo programy.
V nejjednodušším případě je možné využívat systém pouze jako indikaci polohy nástroje v absolutních nebo relativních souřadnicích. Uživatel zvolí cílovou polohu a pomocí grafické nápovědy je možné polohovat na zadanou pozici. Systém automaticky upravuje zobrazovanou polohu s ohledem na rozměry použitého nástroje a nastavený směr korekce.
V další fázi je možné využít modifikovatelných obrazovek. Systém obsahuje osm obrazovek, na kterých mohou být předem nadefinované jednotlivé cílové body, a při jednoduchém obrábění stačí přepnout na obrazovku s patřičným cílovým bodem a pomocí grafické nápovědy polohovat na požadovanou pozici. Pokud se navíc použije tabulka vztažných bodů, získá uživatel dalších 100 cílových poloh.
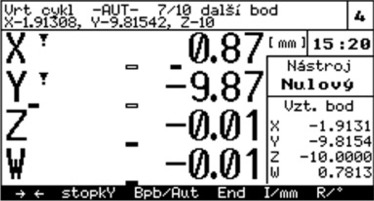 Použití vrtacích cyklů je vhodné například při vyvrtávání děr rozmístěných na segmentu kružnice, v jedné či více řadách s konstantními rozestupy a podobně. V tomto případě stačí v dialogovém menu vyplnit několik parametrů, jako střed kruhu, poloměr, poloha první díry, rozteč děr a hloubka vrtání, na jejichž základě systém spočítá souřadnice děr. Jejich poloha může být případně zobrazena graficky. Následuje volba režimu vykonávání vrtacího cyklu, který může být vykonáván automaticky nebo blok po bloku. Při vykonávání vrtacího cyklu je zobrazována vzdálenost do cílové polohy, ve stavovém řádku se vypisují doplňkové informace, jako souřadnice vyvrtávané díry, její pořadí a celkový počet děr. Během vyvrtávání je možné přeskočit na další, nebo se naopak vrátit na předchozí díru.
Při obrábění složitějších částí je vhodné vytvořit program, popisující obráběcí proces. V paměti systému může být uloženo až 100 takových programů, které je možné podobně jako vrtací cyklus kdykoliv vyvolat a s jejichž pomocí jsou pak postupně generovány polohy, kterými je nutné projet během procesu obrábění. Program je možné vytvářet přímo v dialogovém editoru řídicího systému, nebo v libovolném textovém editoru na PC a následně přenést do řídicího systému pomocí sériové linky. Programy vytvořené v řídicím systému je možné přenést zpět do PC, pro případnou archivaci.
Obráběcí program je posloupnost příkazů, určujících pozice, na které má být postupně najížděno. Dále může obsahovat příkazy skoků, cyklů s definovaným počtem průchodů, čekacích smyček a podprogramů, do programu mohou být vloženy také vrtací cykly. Program zároveň umožňuje práci s uživatelskými proměnnými, díky kterým je možné podmínit další vykonávání programu určitým stavem stroje. Díky uživatelským proměnným je možné například pozastavit vykonávání programu dokud nebude sepnut určitý koncový spínač a podobně. Uživatelské proměnné mohou být také použity pro řízení digitálních výstupů, tedy například zapnutí a vypnutí mazání nebo chlazení v určitém místě programu, start nebo stop vřetena a podobně. Při vykonávání programu pak stačí vybrat požadovaný program v tabulce programů a zvolit režim vykonávání programu. Stejně jakou u vrtacího cyklu je možné vykonávat program blok po bloku, kdy je po dosažení požadované polohy vždy pozastaven program a zobrazena zpráva, nebo automaticky, kdy program po dosažení požadované polohy ihned pokračuje dalším řádkem. Pro detekci dosažení požadované polohy je možné nastavit tolerance zvlášť pro každou osu.
Systém standardně obsahuje osm digitálních vstupů a osm digitálních výstupů. Ty mohou být mapovány jako uživatelské proměnné a použity při vykonávání programů, jak bylo uvedeno výše. Při požadavcích na větší počet digitálních vstupů nebo výstupů, případně na doplnění systému analogovými vstupy či výstupy je možné rozšířit systém o různé digitální a analogové moduly, které rozšiřují základní technické vybavení a umožňují připojit mnoho různých zařízení. Obsluha těchto přídavných modulů je umožněna v bloku uživatelského automatu. K dispozici je rozhraní, obsahující funkce pro získávání a nastavování všech důležitých informací o řídicím systému. V jazyce Borland Pascal je zde možné doplnit libovolně složitý automat, který bude vykonáván paralelně s řídicím systémem, může upravovat jeho funkci, případně přidat některé nové vlastnosti. Typickým příkladem může být aplikace, kdy je řídicí systém pro odměřování doplněn kódem, který umožňuje jednoduché řízení suportů pomocí několika zpomalovacích bodů. V uživatelském automatu se pouze zjistí vzdálenost od požadované pozice, a na jejím základě je sepnuto odpovídající relé, které zajistí pohyb suportu požadovanou rychlostí v požadované ose. Tímto jednoduchým uživatelským automatem je tedy možné poměrně snadno vytvořit primitivní pravoúhlé řízení.Vzhledem k snadnému rozšíření systému o AD/DA převodníky je možné rozšířit systém o monitorování nebo regulování spojitých veličin, například teploty.
| 